









ფოლადის მილების დამზადების მანქანის მწარმოებელი
ჩვენ ვცდილობთ, ვიყოთ წამყვანი, ეკონომიური მწარმოებელი ჩინეთის მილსადენების აღჭურვილობის ინდუსტრიაში. „მთლიანობაზე დაფუძნებული, მომხმარებელზე ორიენტირებული“ პრინციპის დაცვით, ჩვენ ვთავაზობთ ჩვენს კლიენტებს ინდივიდუალურ დიზაინის გადაწყვეტილებებს, რათა დავაკმაყოფილოთ ბაზრის მრავალფეროვანი საჭიროებები. ჩვენ თბილად მივესალმებით როგორც ადგილობრივი, ასევე საზღვარგარეთელი კლიენტების მონახულებას და ორმხრივი განვითარებისთვის თანამშრომლობის განხილვას!


აღწერა
ERW (ელექტრული წინააღმდეგობის შედუღება)მილისწისქვილიასევე ეწოდებამაღალი სიხშირის გრძივი შედუღებული მილების წარმოების ხაზიშესაფერისი მასალებია ცხლად ან ცივად ნაგლინი ზოლებიანი ხვეულები, როგორიცაა ჩვეულებრივი ნახშირბადოვანი ფოლადი და მაღალი სიმტკიცის ფოლადი და ა.შ.
ფოლადის ზოლები იხსნება გამხსნელით და შემდეგ, შედუღების აპარატში გავლის შემდეგ, შედის აკუმულატორის საცავში. ფოლადის ზოლები გამოდის ლილვაკებით და იყოფა ორ ნაწილად: დაშლის მონაკვეთად და წვრილი გავლის მონაკვეთად. მაღალი სიხშირის ინდუქციური შედუღების და ზომის ნაწილის დამუშავების შემდეგ, გამოდის საჭირო სიგრძის მილი, იჭრება მფრინავი ხერხით და ბოლოს ხდება ფოლადის მილის დაწყობა და შეფუთვა. ეს საწარმოო ხაზი წარმოადგენს ყოვლისმომცველ, სრულ საწარმოო ხაზს ფოლადის ზოლების მილებში უწყვეტი შედუღებისთვის.ძირითადად შედგება განმუხტვისგან,ჭრის და ბოლოების შემდუღებელი,აკუმულატორი,ფორმირებისა და ზომის მანქანა,მაღალი სიხშირის შემდუღებელი,მფრინავი ხერხი,დასაწყობი და შესაფუთი მანქანა.
თუ ფოლადის მილებს აქვთ სპეციალური დანიშნულება ან მოთხოვნები, აუცილებელია ტესტირების აღჭურვილობის დამატება, როგორიცაა ჰიდრავლიკური ტესტირების მანქანა, საშუალო სიხშირის გახურების მანქანა, ულტრაბგერითი დეფექტების აღმოჩენის მანქანა და ა.შ.
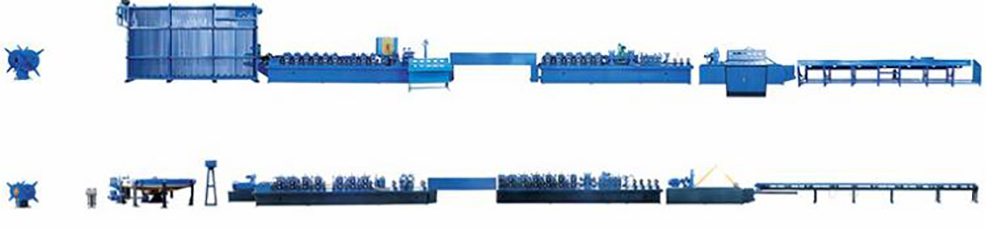
ფოლადის მილების წარმოების პროცესი:
ზემოთ გადახვევა→ გახსნა → ჭრა და შედუღება→ აკუმულატორი→ ფორმირება→ მაღალი სიხშირის ინდუქციური შედუღება→ გარე ბურუსების მოშორება→ გაგრილება → ზომების შერჩევა→ მფრინავი ხერხი → გასაშვები მაგიდა → შემოწმება→ შეფუთვა→ საწყობი
მახასიათებლები:
1. შესაფერისია GI, ნახშირბადოვანი ფოლადის და შავი ფოლადის მილების დამუშავებისთვის და ა.შ.
2. ამ აღჭურვილობით შესაძლებელია მრგვალი და მართკუთხა მილების წარმოება
3. წარმოების სიჩქარე შეიძლება მიაღწიოს 120 მ/წთ-მდე
4. დიამეტრის შეცდომის ტოლერანტობა მილის გარე დიამეტრის 0.5/100 ფარგლებშია
| ERW მილის წისქვილის ხაზი | |||||
| მოდელი | Rმრგვალი მილი mm | კვადრატიმილი mm | სისქე mm | სამუშაო სიჩქარე მ/წთ | |
| ERW20 | Ф8-Ф20 | 6x6-15×15 | 0.3-1.5 | 120 | დაწვრილებით |
| ERW32 | Ф10-Ф32 | 10×10-25×25 | 0.5-2.0 | 120 | |
| ERW50 | Ф20-Ф50 | 15×15-40×40 | 0.8-3.0 | 120 | |
| ERW76 | Ф32-Ф76 | 25×25-60×60 | 1.2-4.0 | 120 | |
| ERW89 | Ф42-Ф89 | 35×35-70×70 | 1.5-4.5 | 110 | |
| ERW114 | Ф48-Ф114 | 40×40-90×90 | 1.5-4.5 | 65 | |
| ERW140 | Ф60-Ф140 | 50×50-110×110 | 2.0-5.0 | 60 | |
| ERW165 | Ф76-Ф165 | 60×60-130×130 | 2.0-6.0 | 50 | |
| ERW219 | Ф89-Ф219 | 70×70-170×170 | 2.0-8.0 | 50 | |
| ERW273 | Ф114-Ф273 | 90×90-210×210 | 3.0-10.0 | 45 | |
| ERW325 | Ф140-Ф325 | 110×110-250×250 | 4.0-12.7 | 40 | |
| ERW377 | Ф165-Ф377 | 130×130-280×280 | 4.0-14.0 | 35 | |
| ERW406 | Ф219-Ф406 | 170×170-330×330 | 6.0-16.0 | 30 | |
| ERW508 | Ф273-Ф508 | 210×210-400×400 | 6.0-18.0 | 25 | დაწვრილებით |
| ERW660 | Ф325-Ф660 | 250×250-500×500 | 6.0-20.0 | 20 | დაწვრილებით |
| ERW720 | Ф355-Ф720 | 300×300-600×600 | 6.0-22.0 | 20 | დაწვრილებით |
| უჟანგავი ფოლადის მილების წარმოების ხაზი | |||||
| მოდელი | Rმრგვალი მილი mm | კვადრატიმილი mm | სისქე mm | სამუშაო სიჩქარე მ/წთ | |
| SS25 | Ф6-Ф25 | 5×5-20×20 | 0.2-0.8 | 10 | დაწვრილებით |
| SS32 | Ф6-Ф32 | 5×5-25×25 | 0.2-1.0 | 10 | დაწვრილებით |
| SS51 | Ф9-Ф51 | 7×7-40×40 | 0.2-1.5 | 10 | დაწვრილებით |
| SS64 | Ф12-Ф64 | 10×10-50×50 | 0.3-2.0 | 10 | დაწვრილებით |
| SS76 | Ф25-Ф76 | 20×20-60×60 | 0.3-2.0 | 10 | დაწვრილებით |
| SS114 | Ф38-Ф114 | 30×30-90×90 | 0.4-2.5 | 10 | დაწვრილებით |
| SS168 | Ф76-Ф168 | 60×60-130×130 | 1.0-3.5 | 10 | დაწვრილებით |
| SS219 | Ф114-Ф219 | 90×90-170×170 | 1.0-4.0 | 10 | დაწვრილებით |
| SS325 | Ф219-Ф325 | 170×170-250×250 | 2.0-8.0 | 3 | დაწვრილებით |
| SS426 | Ф219-Ф426 | 170×170-330×330 | 3.0-10.0 | 3 | დაწვრილებით |
| SS508 | Ф273-Ф508 | 210×210-400×400 | 4.0-12.0 | 3 | დაწვრილებით |
| SS862 | Ф508-Ф862 | 400×400-600×600 | 6.0-16.0 | 2 | დაწვრილებით |
დაკავშირებულიპროდუქტები
-

მილის წისქვილი 200x200x8 პირდაპირი კვადრატული ფორმირების მილის მ...
-

მრგვალი კვადრატული წისქვილის როლიკებით მოძრავი მილის წისქვილი (XZTF)
-

70x70x5Turk-Head-ის ფორმირების ERW მილების წისქვილი
-

ERW32 HF სწორი შედუღებული მილების წარმოების ხაზი
-

ERW76 HF სწორი შედუღებული მილების წარმოების ხაზი
-

ERW89 HF სწორი შედუღებული მილების წარმოების ხაზი
-

მრავალლილინიანი სწრაფი გადართვის ERW მილსადენის წისქვილი




