







φ219×10 ნავთობისა და გაზის ტრანსპორტირების (API) მილების წარმოების ხაზი
აღწერა
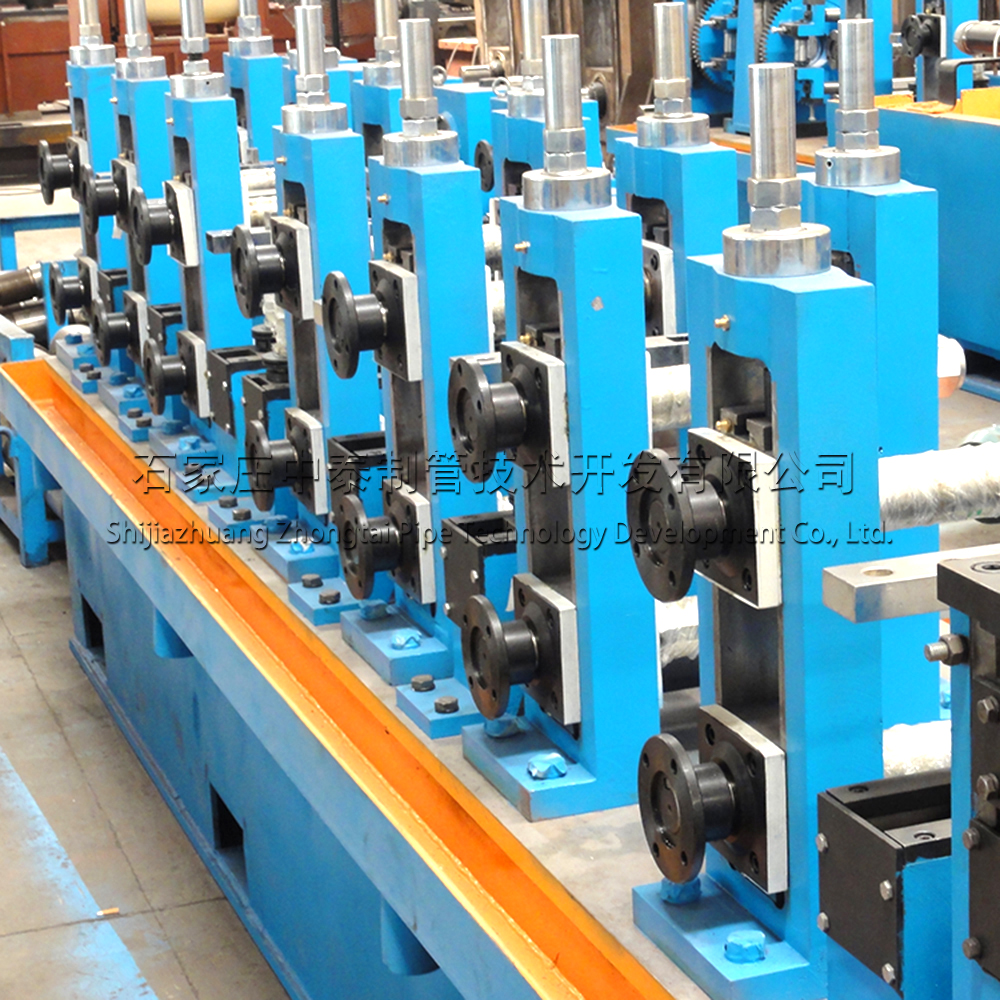
ERW მილის წისქვილს ასევე უწოდებენ მაღალი სიხშირის გრძივად შედუღებული მილების წარმოების ხაზს. შესაფერისი მასალებია ცხლად ან ცივად ნაგლინი ზოლებიანი ხვეულები, როგორიცაა ჩვეულებრივი ნახშირბადოვანი ფოლადი და მაღალი სიმტკიცის ფოლადი და ა.შ.
ფოლადის ზოლები იხსნება გამხსნელით და შემდეგ, შედუღების აპარატში გავლის შემდეგ, შედის აკუმულატორის საცავში. ფოლადის ზოლები გამოდის ლილვაკებით და იყოფა ორ ნაწილად: დაშლის მონაკვეთად და წვრილი გავლის მონაკვეთად. მაღალი სიხშირის ინდუქციური შედუღების და ზომის ნაწილის დამუშავების შემდეგ, გამოდის საჭირო სიგრძის მილი, იჭრება მფრინავი ხერხით და ბოლოს ხდება ფოლადის მილის დაწყობა და შეფუთვა. ეს საწარმოო ხაზი წარმოადგენს ყოვლისმომცველ, სრულ საწარმოო ხაზს ფოლადის ზოლების მილებში უწყვეტი შედუღებისთვის.ძირითადად შედგება გამახსნელი, ჭრის და ბოლოების შემდუღებელი, აკუმულატორი, ფორმირებისა და ზომის მანქანა, მაღალი სიხშირის შემდუღებელი, მფრინავი ხერხი, დასაწყობი და შესაფუთი მანქანა.
თუ ფოლადის მილებს აქვთ სპეციალური დანიშნულება ან მოთხოვნები, აუცილებელია ტესტირების აღჭურვილობის დამატება, როგორიცაა ჰიდრავლიკური ტესტირების მანქანა, საშუალო სიხშირის გახურების მანქანა, ულტრაბგერითი დეფექტების აღმოჩენის მანქანა და ა.შ.


მაღალი სიხშირის შედუღების მილების წარმოების ხაზი ძირითადად გამოიყენება სწორნაკერიანი შედუღების მილების უწყვეტი წარმოებისთვის. ის იყენებს მაღალი სიხშირის ინდუქციურ შედუღებას, რომლის საშუალებითაც შესაძლებელია არა მხოლოდ მრგვალი მილების, არამედ შესაბამისი კვადრატული მილების და სპეციალური ფორმის მილების წარმოება. მაღალი სიხშირის მილების შედუღების აპარატი ძირითადად გამოიყენება სხვადასხვა რკინის მილების, სამშენებლო მილების, სტრუქტურული მილების, წყლის მილების, ნავთობის მილების, API მილების და ა.შ. წარმოებისთვის.
Tტექნიკური ნაკადი
ზემოთ გადახვევა→ გახსნა → ძვრა და შედუღება→ სპირალური აკუმულატორი→ ფორმირება → მაღალი სიხშირის ინდუქციური შედუღება→ გარე ბურუსების მოშორება→ გაგრილება → ზომების შერჩევა→ მფრინავი ხერხი → გასაშლელი მაგიდა → შემოწმება→ შეფუთვა→ საწყობი
Fორმინგ პროცესი
| მრგვალი მილი | ცივი რულონის ფორმირების პროცესი | კარგი როლიკერის დიზაინი |
| Sკვადრატი & მართკუთხა მილი | ზოგადი დამრგვალების კვადრატული პროცესი | სტაბილური ფორმირების პროცესი |
| მომრგვალებული კვადრატი თურქების თავით | კარგი მილის ხარისხი |
შედუღებული მილების წარმოების ხაზის ძირითადი ტექნიკური ინფორმაცია
| პროდუქტი და მოსავლიანობა | მრგვალი მილი | 89მმ-219მმ სისქე:2.0მმ-8.0mm |
| კვადრატული და მართკუთხა მილი | 70 მმ×70 მმ -170მმ×170მმ სისქე:2.0მმ-6.0mm | |
| სიგრძე | 6m-12 მ სიგრძის ტოლერანტობა: ±3 მმ | |
| წარმოების სიჩქარე | 20-50მ/წთ | |
| წარმოების მოცულობა | 35,000 ტონა/წელიწადში | |
| მოხმარება | წისქვილის დამონტაჟებული სიმძლავრე | 280 კვტ |
| ხაზის ფართობი | 100მ (სიგრძე) ×9მ (სიგანე) | |
| მუშა | 6-8 მუშა | |
| ნედლეული | მასალა | ნახშირბადოვანი ფოლადის ხვეული Q235B (ASTM GR)·D,σs 230) |
| სიგანე | 280მმ-690 მმ სისქე:2.0მმ-8.0mm | |
| კოჭის ID | 600-800 მმ | |
| კოჭის გარე დიამეტრი | მაქს2000 მმ | |
| ხვეულის წონა | 8.0 ტონა |
უპირატესობა
1. მაღალი წარმოების ეფექტურობა, ხაზის სიჩქარე შეიძლება იყოს 120 მ/წთ-მდე.
2. მაღალი მოსავლიანობა, მანქანა სტაბილურად მუშაობს მაღალი სიჩქარით, რაც აუმჯობესებს პროდუქციის მოსავლიანობას.
3. დაბალი დანაკარგი, ერთეულის დაბალი დანაკარგი და დაბალი წარმოების ღირებულება.
4. მაღალი სიზუსტე, დიამეტრის შეცდომა მილის გარე დიამეტრის მხოლოდ 0.5/100-ია.
პროდუქცია: GI, ნახშირბადოვანი ფოლადის და უჟანგავი ფოლადის მილები მეტალურგიის, მშენებლობის, ტრანსპორტის, მანქანათმშენებლობისა და სატრანსპორტო საშუალებების ინდუსტრიისთვის.
მეტი პროდუქტი




| ERW მილის წისქვილის ხაზი | |||||
| მოდელი | Rმრგვალი მილი mm | კვადრატიმილი mm | სისქე mm | სამუშაო სიჩქარე მ/წთ | |
| ERW20 | Ф8-Ф20 | 6x6-15×15 | 0.3-1.5 | 120 | დაწვრილებით |
| ERW32 | Ф10-Ф32 | 10×10-25×25 | 0.5-2.0 | 120 | |
| ERW50 | Ф20-Ф50 | 15×15-40×40 | 0.8-3.0 | 120 | |
| ERW76 | Ф32-Ф76 | 25×25-60×60 | 1.2-4.0 | 120 | |
| ERW89 | Ф42-Ф89 | 35×35-70×70 | 1.5-4.5 | 110 | |
| ERW114 | Ф48-Ф114 | 40×40-90×90 | 1.5-4.5 | 65 | |
| ERW140 | Ф60-Ф140 | 50×50-110×110 | 2.0-5.0 | 60 | |
| ERW165 | Ф76-Ф165 | 60×60-130×130 | 2.0-6.0 | 50 | |
| ERW219 | Ф89-Ф219 | 70×70-170×170 | 2.0-8.0 | 50 | |
| ERW273 | Ф114-Ф273 | 90×90-210×210 | 3.0-10.0 | 45 | |
| ERW325 | Ф140-Ф325 | 110×110-250×250 | 4.0-12.7 | 40 | |
| ERW377 | Ф165-Ф377 | 130×130-280×280 | 4.0-14.0 | 35 | |
| ERW406 | Ф219-Ф406 | 170×170-330×330 | 6.0-16.0 | 30 | |
| ERW508 | Ф273-Ф508 | 210×210-400×400 | 6.0-18.0 | 25 | დაწვრილებით |
| ERW660 | Ф325-Ф660 | 250×250-500×500 | 6.0-20.0 | 20 | დაწვრილებით |
| ERW720 | Ф355-Ф720 | 300×300-600×600 | 6.0-22.0 | 20 | დაწვრილებით |
| უჟანგავი ფოლადის მილების წარმოების ხაზი | |||||
| მოდელი | Rმრგვალი მილი mm | კვადრატიმილი mm | სისქე mm | სამუშაო სიჩქარე მ/წთ | |
| SS25 | Ф6-Ф25 | 5×5-20×20 | 0.2-0.8 | 10 | დაწვრილებით |
| SS32 | Ф6-Ф32 | 5×5-25×25 | 0.2-1.0 | 10 | დაწვრილებით |
| SS51 | Ф9-Ф51 | 7×7-40×40 | 0.2-1.5 | 10 | დაწვრილებით |
| SS64 | Ф12-Ф64 | 10×10-50×50 | 0.3-2.0 | 10 | დაწვრილებით |
| SS76 | Ф25-Ф76 | 20×20-60×60 | 0.3-2.0 | 10 | დაწვრილებით |
| SS114 | Ф38-Ф114 | 30×30-90×90 | 0.4-2.5 | 10 | დაწვრილებით |
| SS168 | Ф76-Ф168 | 60×60-130×130 | 1.0-3.5 | 10 | დაწვრილებით |
| SS219 | Ф114-Ф219 | 90×90-170×170 | 1.0-4.0 | 10 | დაწვრილებით |
| SS325 | Ф219-Ф325 | 170×170-250×250 | 2.0-8.0 | 3 | დაწვრილებით |
| SS426 | Ф219-Ф426 | 170×170-330×330 | 3.0-10.0 | 3 | დაწვრილებით |
| SS508 | Ф273-Ф508 | 210×210-400×400 | 4.0-12.0 | 3 | დაწვრილებით |
| SS862 | Ф508-Ф862 | 400×400-600×600 | 6.0-16.0 | 2 | დაწვრილებით |
დაკავშირებულიპროდუქტები
-

100X100 ჩვეულებრივი მრგვალი-კვადრატული ERW მილების წისქვილი
-

მილის წისქვილი 200x200x8 პირდაპირი კვადრატული ფორმირების მილის მ...
-

ERW მილისებრი წისქვილის ფორმირების ლილვაკები
-

მილის წისქვილიERW114 HF სწორი შედუღებული მილის წარმოება...
-

მრავალფუნქციური მილსადენის წისქვილი მილის წისქვილი
-

მრავალლილინიანი სწრაფი გადართვის ERW მილსადენის წისქვილი
-

φ219×12.7 ნავთობისა და გაზის ტრანსპორტი (API) P...
-

Erw მილის წისქვილის სწრაფი შეცვლის სისტემა
-

მრგვალი კვადრატული წისქვილის როლიკებით მოძრავი მილის წისქვილი (XZTF)
-

ფოლადის მილების წარმოების ხაზი - მრგვალიდან კვადრატამდე...




